12.11.2014 Система управления профилегибочным станом.
Объект:
Профилегибочный стан.
Дата реализации проекта:
2011 г.
Требования к системе:
Система предназначена для автоматического управления механизмами стана при производстве швеллера и профиля дорожного ограждения различной длины.
Описание:
Система управления выполнена на базе контроллеров Mitsubishi Electric. АРМ оператора выполнено в виде отдельного пульта с встроенным компьютером. В качестве операторского интерфейса используется SCADA система.
Для управления главным приводом формовочных клетей стана, а так же приводом барабана загрузочного устройства и листоправильной машины, применяются преобразователи частоты фирмы Mitsubishi Electric.
АСУ включает в себя:
- щит силовой, на котором расположены преобразователи частоты;
- шкаф управления кривошипно-шатунным прессом;
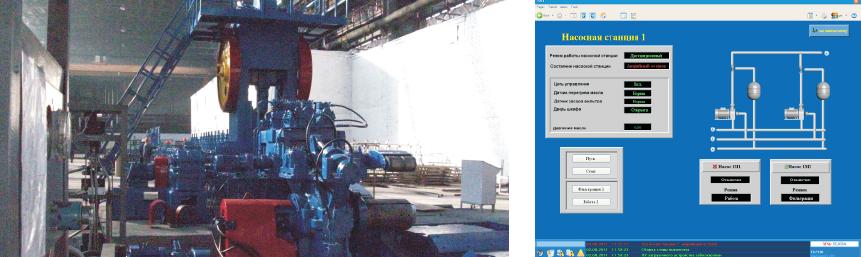
- шкаф управления насосной станции №1, необходимой для работы гидравлических механизмов листоправильной машины;
- шкаф управления насосной станции №2, необходимой для работы гидравлических ножниц;
- главный пульт оператора;
- пульт загрузочного устройства;
- рабочее место на выгрузке.
Связь между контроллерами осуществляется по сети CC-Link. Связь мастер-контроллера с преобразователями частоты осуществляется по Mitsubishi Protocol. Компьютер главного пульта управления и мастер - контроллер объединены по сети Ethernet.
Операторский интерфейс позволяет задавать скорости вращения частотно регулируемых приводов, отображает их состояние, положение механизмов стана. Меню диагностики позволяет определить работоспособность системы, готовность механизмов, наличие связи между шкафами управления, а так же, оперативно локализовать неисправности механизмов. Ведение истории аварий позволяет обслуживающему персоналу быстро устранять неисправности
Эффект от внедрения системы:
- сокращение энергопотребления за счет применения частотно регулируемого электропривода;
- сокращение времени и трудозатрат при заправке стального полотна;
- гибкость системы, позволяющая изменить настройки элементов системы для получения нестандартной продукции;
- повышение ресурса механизмов стана за счет возможности подбора оптимальной скорости главного привода формовочных клетей в зависимости от толщины стали;
-визуализация состояния отдельных компонентов системы позволяет корректировать технологический процесс и ускорить локализацию неисправностей;
- повышение безопасности производства за счет автоматизированной системы диагностики механизмов;